النول الدائري Alpha 6
الانوال الدائرية جميعها متشابهة من ناحية الحركات الاساسية ، و لكننا سنتكلم هنا عن اشهرها و أحدثها و هو موديل Alpha 6
فكرة عامة :
كل خيط رأسي warp ياتى من احدى البكرات الموجودة
علي الحوامل الرأسية ( الاستاندات Stands)

شكل ( 8) الحومل الرأسية ( الاستاندات )
يمر الخيط بعدة دلائل لتنظيم حركته و لضمان عدم تشابك الخيوط مع بعضها ، ثم
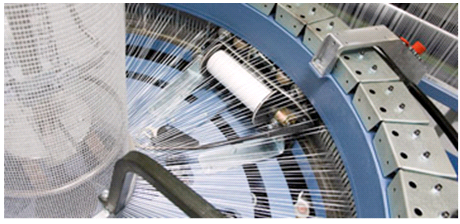
يمر الخيط علي درفيل ( إسطوانة ) مبلل بالماء
و الصابون ، يدور بمعدل يعتمد علي سرعة النول ، و الهدف من بله بالماء هو التصاق
الخيوط لضمان ثبات معدل تغذية النول
بالخيوط ، ثم يمر بعد ذلك بداخل مجموعة من السيور المشقوقة

شكل ( 9 ) السيور المشقوقة
، و تلك السيور هي التي تقوم
بتحريك الخيوط لاعلى و لاسفل لتمر بينها
الخيوط العرضية weft ، و الذي
يقوم بإمرار الخيوط العرضية هو المكوك شكل
(10).

شكل (10) المكوك
و نظرا لطبيعة الشكارة ذات الشكل الاسطوانى فانه كان من المناسب صنع النول
بشكل دائري ، أي أن المكوك يتحرك على محيط دائرة ، و هذا جعل من الممكن استخدام
أكثر من مكوك بالنول ، و الموديل الموجود بالمصنع به 6 مواكيك و من هذا اشتق اسمه Alpha 6 ، و الشركة المصنعة تصنع أنوال بها عدد مواكيك
يصل الي 8 ، و بالطبع كلما زاد عدد المواكيك بالنول زاد ذلك من سرعة عملية النسج
لنفس عدد اللفات للنول ، و Alpha
6 سرعته
القصوى تصل الى 176 لفة في الدقيقة ، و لان كل لفه يمر فيها 6 مواكيك فان النول
قادر علي نسج 1055 خيط في الدقيقة الواحدة ( 176 X 6 = 1055 ).
و تدور المواكيك الستة في إطار معدني على عجل ، كما هو واضح في صورة المكوك
شكل (11).
 شكل (11) مسار المكوك.
شكل (11) مسار المكوك.
و لضمان جودة النسيج الناتج ، يوجد مجموعة من الحساسات المختلفة التى تتحكم
في ايقاف النول عند حدوث اى مشكلة و هي :
1-
حساس مغناطيسي ( واحد بكل
نول ) شكل( 12)
و هو يقوم بايقاف النول
عند انقطاع خيط أحد المواكيك

شكل (12)
2-
حساس ضوئي ( واحد بكل نول
)شكل( 13)
يقوم بايقاف النول عند
اقتراب انتهاء بكرة المكوك .

3-
حساس كهربي ( واحد لكل خيط ) شكل (14)
يقوم بايقاف النول عند
انقطاع اي خيط.

شكل ( 14 )
و عند كل ايقاف يعطي النول أشارة
ضوئية مختلفة لتعلمك سبب التوقف شكل (15 ) .

الاشارة الضوئية
|
سبب التوقف
|
الرسالة علي الشاشة
|
1- سهم في اتجاه واحد ( أحمر)
|
انقطاع أحد خيوط الاستاند
|
Warp
cut
|
2- سهمين في اتجاهيين مختلفين ( أحمر)
|
انقطاع خيط المكوك
|
weft cut
|
3- علامة الخطأ ( أحمر )
|
ايقاف النول بواسطة أحد الاشخاص
|
|
4- سهم دائري كامل ( أصفر )
|
انتهاء خيط المكوك
|
Weft
end
|
عروض الشكائر و عدد
خيوط الاستاند
عرض الشيكارة سم
|
خيط عرض 2.5 مللي
|
خيط عرض 3 مللي
|
45
|
300
|
360
|
55
|
440
|
368
|
60
|
480
|
400
|
70
|
560
|
468
|
85
|
566
|
مع ملاحظة أن عدد الخيوط يجب ان يكون عدد زوجي .
المشاكل و الحلول
:
هناك بعض المشاكل التى قد
تواجهك أثناء قيامك بعملك ، سنناقش اغلبها من حيث سبب حدوثها و كيفية التنبؤ بها و
حلها :
1)
خيط المكوك انقطع و لم يقف النول :
هنا الحساس
المغناطيسي ،
شكل (12)
، لا يعمل و غالبا يكون السبب وجود أتربة عليه
أو أنه لسبب ما قد تحرك من مكانه ، إمسحه جيدا ، ثم شغل النول في وضع الاستعداد (
الذر الاول سهم نصف دائرى ) فان أعطى النول اشارة بانقطاع المكوك ( weft cut )
فالمشكلة انحلت ، و ان لم يعطى الاشارة فقم بتبليغ مشرف الانوال ليقوم بضبط مكان
الحساس .
2)
الحساس الكهربي شكل (14) يرجع للوراء و الخيط سليم :
هذه المشكلة تحدث كثيرا و
نطلق عليها ( ترييح الخيوط ) ، ان حدثت معك ، ببساطة شد الخيوط بيدك ليعود الحساس
لوضعه الطبيعى ثم شغل النول ثم تأكد من وجود مياه كافية بدرفيل المياه ، و ان كانت
قليلة زودها ، و تأكد من دوران الدرفيل الاسفنجي ، و ان لم يكن يدور قم بابلاغ
المشرف ليحضر فرد صيانة لضبط الحوض ،و تأكد من وجود الثقل الحديدى علي الخيوط ، و تأكد
من قيمة الشد من شاشة التحكم ( قيمته
تتراوح ما بين 35 – 45 جرام لكل خيط ) ، و لو عادت نفس المشكلة بعد ان قمت بكل
الخطوات السابقة قم بتبليغ مشرف الانوال .
3)
قطع خيوط النول :
قطع خيوط النول هي أكبر
المشاكل التي ستواجهك مع الانوال ، و التخلص من هذه المشكلة تماما غير ممكن ، و
لكن تقليل حدوثها و الحد من حجمها ضرورة ، و هو أحد أهم مسؤلياتك على الانوال .
سنتعرف الان علي أهم
أسباب حدوث القطع :
النول يتعامل مع عدد كبير
من البكر ( من 300 الي 570 بكرة ) كل بكرة عليها خيط بطول كبير ( ما بين 10000 الي
20000 متر ) ،أى انك تتعامل في الوردية الواحدة مع خيوط مجموع أطوالها لا يقل عن 500
الف متر ، أى أنك لو رصصت جميع الخيوط
التى ينسجها النول الواحد ، الواحد تلو
الآخر سيكون بداية الخيط في مصنع الشكائر و اخره عند السد العالي بأسوان !!! ، و
في كل تلك الخيوط تكون هناك أماكن ضعيفة ذات سمك أقل من المطلوب أو هناك مناطق
منسلة ، عندما تدخل تلك الخيوط منطقة النسيج و تتعرض للشد و الجذب تنقطع أو ينسل
جزء منها، هنا الاحداث تنقسم الي اتجاهيين أولها انقطاع الخيط الضعيف و توقف النول
، هذا اذا كنت سعيد الحظ ، أو أن تتوالى الاحداث و لا يقف النول بسرعة ، فيصبح
هناك طرف سائب في منطقة النسيج يتشابك مع الخيوط الرأسية فيصبح الطريق أمام ذراع
المكوك ملئ بالخيوط المتشابكة فيقوم بقطعها أثناء دورانه ، قد يقف النول بعد
انقطاع 10 خيوط أو 100 أو بعد انقطاع معظم النول .
و للتقليل من هذه المشكلة
اتبع الخطوات التالية :
·
دقق جيدا قبل استخدام
البكر سواء للاستندات أو للمكوك .
·
تعامل مع البكر بكل حرص و
تجنب تعريضه للصدمات .
·
كن متنبها لاي صوت غريب
يصدر من النول فهذا قد يكون بداية القطع، فاذا حدث ذلك قم بايقاف النول و افحص
الخيوط بسرعة و قم بما يلزم ثم شغل النول مرة اخرى .
·
اذا تكرر القطع بسبب خيط
أو مجموعة خيوط معينه قم بفحصها و غيرها إذا استلزم الامر ذلك .
المكوك هو أكثر أجزاء
النول تعاملا مع الخيوط ، سواء خيوط الاستاند أو خيوط المكوك لذا فان ضبطه هو أحد
أهم أساس التشغيل السليم.
·
العَجَلْ:

المكوك به اربع عجلات
تسهل من دورانه بداخل النول ، العجلتان العلويتان يتم ضبطهم بواسطه المشرف ، عند حدوث أى قطع تاكد من ضبط العجل ، كما
أن العجلتين السفليتين بمرور الوقت يتراكم عليهم بقايا تآكل الخيوط و هذا قد يؤدى
لحدوث قطوع متكررة ، اذا حدث ذلك نظفهم ، ان لم تستطع لضيق المكان ، قم بتبليغ
المشرف ليفك المكوك و يقوم بتنظيفه بمساعدة أفراد الصيانة .
·
الفرملة :

المكوك أيضا به فرملة ،
الهدف منها خلق احتكاك مع بكرة المكوك لجعل خيط المكوك تحت شد ، و كما في السيارات
هناك تيل للفرامل يقوم السائق بتغيره كل فترة ، فان لفرملة المكوك هناك قطعه صغيرة
مصنوعة من مادة طرية تقوم بعمل تيلة الفرامل ، يطلق عليها " لبادة " ، مقدار ضغط
اللبادة علي الخيط يمكن ضبطه عن طريق رافعة صغيرة داخل المكوك لها 5 أوضاع ، و تاكد دائما من سلامة و صحة ضبط اللبادات
الستة .
·
رومان البلي ( البلي ):

بكرة خيط المكوك اثناء
تشغيل النول تلف باستمرار بسرعات كبيرة ( البكرة المتوسطة الحجم علي نول عرض 70 و
علي سرعة 912 تلف أكثر من 10 لفات كاملة في الثانية ) لذا توضع البكرة علي رومان
بلي من الناحيتين، مع التشغيل وتراكم بقايا الخيوط على هذا البلي يعوق ذلك دوران
البكرة و في نهاية المطاف قد يقطع البكرة مما قد يؤدي الى انقطاع عدد كبير ، أو
صغير ، من الخيوط ، عندئذ يقال أن هناك بلية ثقيلة ، عند حدوث ذلك قم بتبليغ
المشرف لياتى بفرد الصيانة الذي يقوم بفك البلية و تنظيفها و إعادة تركيبها ، و
عليك أيضا عند كل تغيير لبكر المكوك فحص البلي كله ( 12 بلية) للتاكد من سلامته و
لعلاج اى بلية ثقيلة قبل حدوث القطع.
·
الذراع :

لكل مكوك ذراع يقوم بوضع
خيط بكرة المكوك بمكانه لتتم عملية النسيج ، المسافة بين الذراع و حلة النسج
تتراوح ما بين 3 و 5 ملليمتر ، و يقوم بضبطه مشرف الانوال ، و إذا اقترب طرف
الذراع من النسيج أكثر من الازم قد يؤدى ذلك حدوث القطع.

الخيوط الرأسية القادمة
من الاستاندات تمر بحلقات السيور ، التى تقوم برفع و خفض الخيوط لتتم عملية النسج ،
و إذا دققت النظر ستجد الخيط يتحرك لاعلى و لاسفل و في نفس الوقت يتحرك للأمام
ليدخل النول ، أثناء كل هذا يحتك الخيط بالسير ، فيجب أن يكون الخيط في وضع مستقيم
، و بذلك سنقلل الاحتكاك ، فنحافظ علي الخيط من القطع و كذلك علي السير ، لذا قم باعادة تلضيم أى خيط منحرف عن
مساره.
إذا خرجت الخيوط عن
مسارها و تشابكت ، قد يؤدى ذلك الي حدوث القطع .
و الشكل التالي يلخص
عملية القطع ، راجع كل تلك النقاط عند كل قطع.

4)
عرض النول غير مضبوط :
يحدث كثيرا أن يتغير عرض
النول عن الحدود المسموح بها و هي ± 1 اسم ( أى أن الحدود
المقبولة هي بدءاً من أقل من العرض المطلوب بواحد سم انتهاءاً بأكبر من العرض
المطلوب بواحد سم ) ، و العرض يؤثر به عوامل كثيرة متشابكة سنلخصها بالشكل الآتى:
ملحوظات هامة :
§
أى عامل تؤدي زيادته الى
زيادة عرض النسيج ، سيؤدي تقليله إلى تقليل عرض النسيج ، و العكس صحيح .
§
كلما إزداد حجم بكر
المكوك كلما إزداد شد خيط المكوك و كلما قل عرض النسيج ، لذا فانه يلزم وضع ثلاث
بكرات كبيرة و ثلاث صغيرة بالتبادل ( بكرة
صغيرة ثم واحدة كبيرة ثم واحدة صغيرة ---- وهكذا )، و هذا يمنحنا شيئين جيدين :
1-
عرض مستقر علي طول بكر المكوك .
2- اتزان للنول أثناء دورانه .
لذا دوما التزم بوض ثلاث بكرات صغيرة و ثلاث كبيرة
بالتبادل في المواكيك ، مع مراعاة وضع البكر الكبير و الصغير بحجم متقارب للتنتهي
كل ثلاث بكرات مع بعضهم ، مما يوفر وقتك و يقلل هالك الخيوط الخاص بك.
متغيرات النول الرئيسية :
للنول متغيرات كثيرة تحدد
و تؤثر على عملية تشغيله، سنتكلم فيما يلي أهم تلك المتغيرات :
سرعة النول هي : عدد
الخيوط التى ينسجها المكوك في الدقيقة .
فمثلا : اذا كان النول
يدور بسرعة 900 فهذا معناه انه ينسج 900 خيط في الدقيقة ، و إذا كان خيط المكوك
عرضه 3 ملليمتر فإن النول ينسج 2.7 متر في الدقيقة (0.001*3*900=2.7 متر ) ، و سرعة
النول تتحدد تبعا لدنير خيوطه و عرض النسيج الناتج منه ، و يجب عليك الالتزام
التام بتلك السرعة الا في حالات محدودة وهي :
أ-
حدوث قطع
إذا حدث ، و بعد الكشف عن
سبب القطع ، و بعد إعادة التلضيم ، و تنظيف منطقة النسج من بقايا الخيوط المقطوعة
، قم بتشغيل النول بسرعة بطيئة ( 100 مثلا ) لمدة دقيقة ، و ذلك لسحب اى خيوط ضعيفة في منطقة النسيج .
ب-
تغيير الاستاندات :
ت-
عند تغيير التحميل
عند تغيير نوعية النسيج
المنسوج علي النول ( يسمى ذلك تغيير تحميل ) يكون هناك كمية كبيرة من العقد
الناتجة من تركيب بكر الاستاند ، و عليك تقليل سرعة النول حتى صعود تلك العقد من
منطقة النسج ، و نفس الحالة تنطبق علي تغيير الكنار ( الكنار هو خيوط ملونة علي
جانبي أو وسط الشكارة و توضع بناءً علي طلب العميل صاحب الشيكارة ).
و يمكنك تغيير السرعة من
لوحة التحكم عن طريق ذرين احدهما لتعلية السرعة و الاخر لتقليلها ، و ذلك في
القائمة الرئيسية ، لتصل الى القائمة الرئيسية اضغط علي الذر
التالي

الكثافة هي : عدد خيوط
المكوك في 10 سم من النسيج .
عرض خيط المكوك
|
الكثافة
النظرية
|
2.5مللي
|
40
|
3 مللي
|
33.3
|
الكثافة = (10×10 ) ÷ (
عرض خيط المكوك )
|
|
و الكثافة الفعلية تقل و أحيانا تزيد عن القيمة النظرية تبعا لحالة الخيوط. و قيمة الكثافة مؤثرة جدا
علي مظهر و طبيعة و عرض النسيج .
و الشكل التالي يلخص تلك التأثرات :

و لتغير الكثافة : قم بإدخال كلمة المرور ( ( pass word
بالضغط علي


، أنت بذلك أدخلت كلمة المرور و مسموح لك تغيير كافة متغيرات النول ، بعد
ذلك اضغط علي الذر

و الكثافة أحد أهم العوامل المؤثرة بالنول ، و
أحد الادوات الهامة في التحكم في العرض و الكنار .
لكي تتم عملية النسيج يجب أن تكون الخيوط تحت شد دائم لضمان تحرك الخيوط في
مسارات محددة و خيوط المكوك تكون تحت شد بواسطة الفرملة و سوستة الذراع ، أما خيوط
الاستاندات فتكون تحت شد بواسطة الدرفيل المبلل ،

الدرفيل المبلل
و يضبط الشد من لوحة التحكم كما يلي :أدخل رقم المرور 193 ، ثم اضغط علي
لتصل الى الشاشة الرئيسية ، ثم إضغط
على الذر
حتى تصل الي الشاشة التالية

سيكون عليك لضبط الشد ادخال عدد الخيوط Number of tabes و
قيمة الشد Tension Intake ( بالجرام لكل
خيط ) بالجانب رقم 1 و رقم 2 بالاستاند ، و يضبط الشد بالمقدار اللازم بحيث لا يكون
قليلا فترخى الخيوط أو كبيراً فيمثل حملا عليها بدون داعٍ ، و قيمة الشد تتراوح ما
بين 35 – 45 (جرام / خيط) ، أى أن كل خيط مشدود كما لو كان معلق به رأسياً كتلة وزنها
35 – 40 جرام .
عندما يأتي العميل و يطلب طلبية من المصنع و لتكن 10000 شيكارة بمواصفات
معينة ، يقوم قسم التخطيط و المتابعة بوضع خطة لتنفيذ تلك الطلبية ، و إحدى خطوات
تلك الخطة تحديد النوال ( أو الانوال ) الذي سيقوم بتنفيذ تلك الطلبية ، و يعطى
لقسم الانتاج و ورقة مكتوب عليها كل
التفاصيل المتعلقة بالنول الذي سيقوم بنسج بتلك الطلبية ( خواص خيط الاستاند و
المكوك و السرعة و عدد الامتار المطلوبة و عرض النسيج و لون و عرض الكنار ان وجد و
أي تفاصيل ضرورية أخرى) ، و تسمى تلك الورقة : تحميل النول ، و يعلق التحميل الخاص
بكل نول عليه ، و هو بمثابة بطاقة تعريف للنول ، و يقوم مشرف الانوال بادخال قيمة
الطلبية ( عدد الامتار المطلوبة ) ليقوم النول بالعد التنازلي ، و يعطينا إشارة
عند انتهاء الطلبية order
end ، و لادخال الطلبية أو ما يطلق عليه "
الاوردر " قم باتباع الخطوات الاتية :
أ-
إضغط علي الذر


ب-
قم بادخال كلمة المرور
193 ( مثلما فعلنا عند تغيير الكثافة ) .
ت-
إختر كلمة Order من القائمة اليمنى لتفتح لك القائمة :

و الجدول التالي يبين عناصر هذه القائمة
قيمة الطلبية بالأمتار
|
: Total
|
المطلوب نسجه للوصول الي الطول المطلوب
|
.to weave :
|
الذى تم نسجه بالفعل
|
Ready :
|
لتنفيذ أى طلبية ( أوردر ) في الاغلب سنحتاج الى تغيير
أكثر من رولة ( يطلق عليها وايندر )

الوايندر
و الوايندر يتم تغييره
عندما يصل قطره ( أو حجمه ) الى حد معين ، حتى يتسنى تداولها و قطعها و طباعتها
بسهولة ، و كلما كان سمك الخيوط المكونة للنسيج كبير ( دنير عالي ) كلما صغر طول
النسيج علي الويندر و العكس بالعكس ، لذا يقوم مشرف الانوال بادخال الطول المناسب
لكل وايندر ( تبعا لدنيره ) و لفعل ذلك اتبع الآتي علي لوحة التحكم :
أ-
أدخل رقم المرور 193 .
ب-
إختر change roller
ت-
ستظهر لك الشاشة الاتية :

و الجدول التالي يبين عناصر هذه القائمة
طول الوايندر بالأمتار
|
: Roll length
|
المطلوب نسجه للوصول الي الطول المطلوب
|
.to weave :
|
الذى تم نسجه بالفعل
|
Ready :
|
وعندما ينتهي
النول من نسج طول الوايندر المطلوب يقف و يعطى رسالة بذلك : change roller .
المهام الرئيسية
لعامل الانوال :
انتاج أكبر قدر ممكن بأعلى
جودة بأقل هالك مع الحفاظ علي سلامة الافراد و الماكينات .
شرح رائع جدا
ردحذفرجاء الشرح بالتفصيل عن المواد الخام المستخدمة
اكثر من رائع ومشكور
حذفرائع جدا ربنا يبارك
ردحذفممكن القوانين الخاصة بالنتاج و كيفية حساب وزن الشيكارة
ردحذفEng.mohamedashmawy@hotmail.com
Eng.mohamedashmawy@gmail.com
تواصل معى
حذفممكن حضرتك لو سمجت ترسل لى ملفات لشرح كل شئ فى مجال الشكائر المنسوجه لانى لسه جديد فى المجال
حذفan433731@gmail.com
حذفاذا تم ارساله لك ارجوك تحوله الي بريدي والف شكر لك مقدمآ
حذفارجو ارسال معادلات الدنير والوزن للاكياس
حذفارجو الايضاح عن ماكنة الخيوط مع وافر الشكر
ردحذفممكن القوانين الخاصة بالنتاج و كيفية حساب وزن الشيكارة
ردحذفe.emil77@gmail.com
e_eemil@hotmail.com
ممكن القوانين الخاصه بتحديد الدنير المطلوب
حذفالسلام عليكم ورحمة الله
ردحذفمحتاج المعادلات الخاصه بالماكينه
او برنامج plc الخاص بها
شرح رائع لشركه كبري
ردحذفكيف احسب الدنيير
ردحذفوالله شرح فعلا ممتاز جزاك الله خيرا
ردحذفتمام
ردحذفممكن القوانين كاملة وشكرا جزيلا
ردحذفIbrahim-thaher@hotmail.com
حذفلو سمحت محتاج قوانين حساب وزن الشيكارة لو نكرمت
ردحذفيمكن التواصل علي الايميل الاتي
saoha.71@gmail.com
لو سمحتم محتاج ملفات شرح فى مجال الشكائر المنسوجه ؟
ردحذفشرح فوق الممتاز
ردحذفلوسمحت سعر النول كام
معادلة حساب الدنير بمعلومية عرض الخيط و طول و عرض و وزن الكيس
ردحذفو كذلك حساب وزن الطلية
معادلة حساب الدنير بمعلومية عرض الخيط و طول و عرض و وزن الكيس
ردحذفو كذلك حساب وزن الطلية
مساء الخير محتاج معادلة الدنيا
ردحذفam173360@gmail.com
ابدعات وتالقت وشرحت بدقه وجزءك الله الف خير ، اخبرنا هل النول الصيني يعطي نفس النتائج للنوال النمساوي
ردحذفياريت لو شرح ل اعطال النول او الأعطال المتكرره و لوحة الكهرباء ل النول و التغذية وكل شيء عن كهرباء النول و لك جزيل الشكر اتمني لو تراسلني واتس اب
ردحذف01062339662
انا من مصر بس معرفش الكود بتاع الدولة كام
00967716815596
ردحذفالسلام عليكم اخي العزيز اشكرك جدا على هذه المعلومات القيمة التي افدتنا بها بخصوص النسيج
اخي لو تكرمت تفيدني وترد على سؤالي
هل يتم استخدام الزيوت المعدنيه او النباتيه اثناء تشغيل النول وكيفية استخدامه وماهو الزيت الافضل ام انه لايمكن استخدام الزيوت ونكتفي بالماء الموجود في الخوض الموجد فيه البوش
والف شكر لك ياغالي
شرح جميل اشكركم علا هاذه المعلومات الجيده ولكن لدي سؤال ارجو منكم الرد حساس الانتاج اين يقع في المكينه حساس تمرير الانتاج ب المتر اين يقع
ردحذفشرح رائع .. جزاكم الله خيرا
ردحذفلو سمحتو اذا بتزوديتي بمخطط شاقولي ( مقطع) يبين اجزاء النول مثل ( الرولمان - الباكات .... الخ )
ما هي نسبة التداخل او الانكماش بين الخيوط للشكيرة
شكرا ليكم كتير علي الشرح الوافي
ردحذفالرجاء ارسال كيف احدد الدنير بمعلوميه وزن الكيس وابعاد الكيس
mohamedsaddig83@gmail.com
كيفيه التحكم في نسب شد ماتور الوندر
ردحذفهناك خطأ فى عدد الخيوط بالنسبة لقياس 45 سم مع عرض الخيط 2.5 مم حيث ان العدد الصحيح هو 360 خيط .. ويكون عدد الخيط 300 اذا كان عرض الخيط 3 مم .. وشكرا
ردحذفمحتا الملف دا وقوانين الدنير بمعلومية وزن الكيس وابعاده
ردحذفmenayounan477@gmail.com
تحياتى للاستاذ إسلام فارس
ردحذفلو سمحت يا باشمهندس محتاج شرح ماكينه الخيوط اين رابط شرح ماكينه الخيوط
ردحذفالسلام عليكم ورحمه الله وبركاته
ردحذفازيك يا هندسه بسال أن في حالة قطع الربر أو الدرق والنول لا يتوقف هل يوجد حل المشكله هذه ام لا